

刃物の切断基礎
私たちが製造している刃物は、切られる材質によって切断方法は異なり、形状は多岐に渡ります。
ここでは、刃物の基礎となる切断方式の種類についてご紹介します。
切断方式の種類
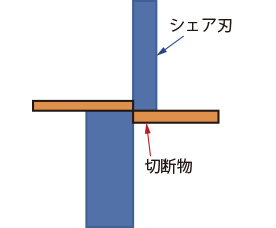
シアーカット(shear cut)
剪断による切断方法。
被切断物を切断面に沿ってずらすように互いに反対方向に力をかけて、その面における組織の結合を破壊することにより分離する。
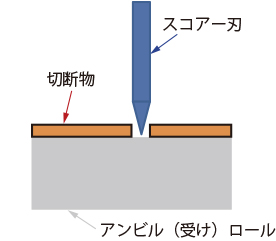
スコアーカット(score cut)
外周の先端に微少な丸み(R)をつけた丸刃(スコアー刃)を鉄(超硬合金)製のアンビルローラー※に押し付け、そのローラーを駆動することにより、ウェブ(原反)を切断する。
押し潰すことによる切断であるのでクラッシュカット(crush cut)とも呼ばれる。
※被切断物によってはウレタン(樹脂)材のアンビルロールを使用することがあり、その場合は刃先を 鋭利にさせて切断します。
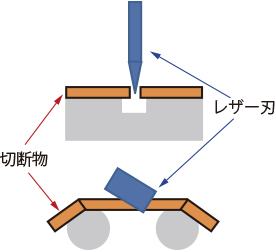
レザーカット(razor cut)
鋭利な刃先を材料に押付け、刃先の微少な領域における引張破断により材料を切断する。(刃先は鋭利)空中切り又は溝切りが主である。
剪断(鉄鋼用刃物)における切口形状とクリアランスに関して
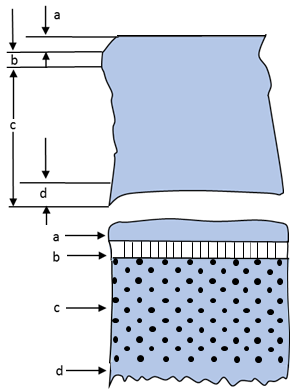
剪断切口の形状について
剪断切口は、右図にa~dが示す、4つの部分から成り立つ。
a=「ダレ」。シャー刃が食い込む際に、表面部分が塑性変形を起こした部分。
b=「剪断面」。シャーの下降とともに、その側面で摩擦され、磨かれた光沢のある部分。 被切断物を切断面に沿ってずらすように互いに反対方向に力をかけて、その面における組織の結合を破壊することにより分離する。
c=「破断面」。クラックを生じ破断した部分で、結晶粒面が現れ、微少凹凸の著しい部分。
d=「カエリ」。または「バリ」。破断面の下部を指す。
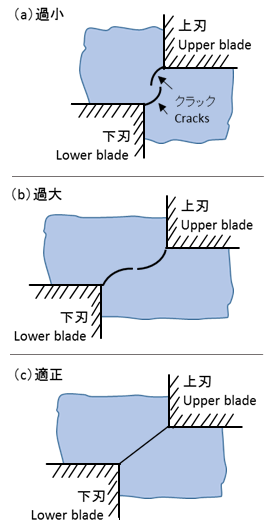
クリアランスと切口の関係
[1]クリアランスが小さい時(a図)
ⅰ)二次剪断面加工が起こる。
ⅱ)刃欠けの起こる原因になる。
ⅲ)剪断面が悪い。
[2]クリアランスが大きい時(b図)
ⅰ)カエリが多く、材料にムダが出る。
ⅱ)刃先の磨耗を早める。
ⅲ)剪断面が悪い。
[3]クリアランスが適正な時(c図)
ⅰ)材料にムダがない。
ⅱ)刃先の磨耗が少なく、刃先の寿命が伸びる。
ⅲ)剪断面が奇麗である。
